


Finishing Touches for Lightweight Materials
European Coatings Journal December 2019
Authors Michael F. Knoblauch and Kevin Otto, Keyland Polymer Material Sciences, LLC
Plasma pretreatment and UV curable powder coatings afford new opportunities for the coatings industry.
Energy consumption is the handmaiden of weight. All else being equal, vehicle weight determines the amount of energy expended in driving from point A to point B. The lighter the vehicle is, the less energy it consumes: higher speed and greater range are secondary benefits of lightweighting planes, trains and automobiles. Trucks, buses, bicycles and even scooters benefit from lightweighting. Demand for electric vehicles, more-efficient engines and less pollution is structurally changing the transport industry.
Weight savings gained from substituting lightweight materials for heavier ones can be considerable. But, when alternative materials are being evaluated, it is important to consider cost, structural performance, wear and other factors. Carbon fibre is 5.5 times lighter than steel and 10 to 20 times more expensive. Polypropylene is 8 times lighter than steel and 40 % less expensive.
Curbing Weight Leads to Greater Efficiency
A study by the Centre for Automotive Research (CAR) evaluated the benefits of lightweighting a car roof. Various lightweight material compositions were developed that led to weight reductions of between 22 % and 40 % from the baseline standard [1]. Automotive manufacturers are substituting lightweight materials in order to meet corporate average fuel economy (CAFE) mileage standards for internal combustion engine vehicles. A 10 % reduction in kerb weight increases fuel efficiency by 6 to 8 % [2].

By 2040 it is estimated plastics and composites components in cars and trucks will increase from 6 % to 15 %, excluding powertrain, chassis and interiors [3]. By 2050, electric vehicles (EVs) will account for some 50 % of all cars [4]. Increasing their driving range will require engineers to maximize weight management and introduce significant changes in materials and designs. Many of these changes will incorporate lightweight materials, namely carbon fibre, plastics and composites.
New Finishing Materials and Processes Needed
The increasing use of lightweight materials has significant implications for the paints and coatings industry. As manufacturers have incorporated lightweight materials into their production systems and products, they have made substantial process and manufacturing changes. Lightweight materials are fundamentally different from the materials they replace. Besides lower weight, they have different surface characteristics, and physical and thermal properties. They have unique handling, processing and finishing requirements and, unlike metals, many of them are heat sensitive. As excessive curing times and temperatures can deform a material, compromising its integrity, new coating materials and processes are needed for the finishing of lightweight materials: powder coatings instead of liquid coatings, water-borne liquid coatings instead of solventborne liquid coatings, and UV curing instead of thermal curing. Inherent in these material and process changes is the need for new types of coatings, application processes and curing technologies. This article describes the benefits and market opportunities that arise from the use of UV curable powder coatings in the finishing of lightweight materials.

Market Scale of Lightweight Materials
The global market for carbon composites in 2018 was about 85,000 metric tons, with annual growth running at 15 to 20 % [5]. This is equivalent to 35 million m2 of material 1.6 mm thick. By one estimate, the volume of coating needed for finishing one face of this quantity of material is 2,000 metric tons of powder coating applied in a thickness of 50 microns, or 5 million litres of liquid coating with a dry film thickness (DFT) of 50 microns. In the future, the automotive industry will be the largest user of
carbon fibre [6]. The other markets for carbon fibre will continue to grow, but will not match the automotive market. In total and within specific markets, the use of lightweight composites is a great opportunity for the coatings industry to create new value propositions and introduce new energy-efficient and environmentally sound coatings and coating processes.
The finishing of lightweight materials poses unique challenges and calls for new coatings, pretreatments, application and curing systems. The introduction and increased use of lightweight materials are happening concurrently with regulatory requirements aimed at replacing solvent-borne liquid coatings. Water-borne liquid and powder coatings are the fastest-growing segments in the coating industry, with CAGRs of 5.2 % and 4.3 % for the period 2013 – 2021 [7].
Finishing Processes
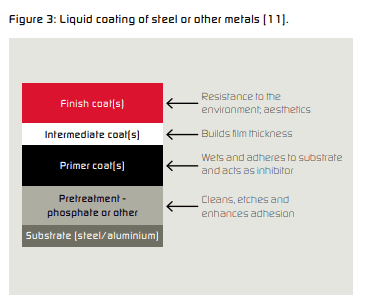
Figure 3 illustrates the steps typically used to coat steel and other metals. These coatings have both functional and decorative purposes. The former are anti-corrosion protection of the metal substrate along with mar and scratch protection, while the latter are color, gloss, and texture. Surface pretreatment prepares the raw steel or metal for the application of the coating. Pretreatments include electro-coating and various types of phosphates or other pretreatment materials specific to the substrate and or product use. Pretreatment is a critical step. Many apparent coating failures are the result of poor or inadequate pretreatment that gives rise to corrosion of the substrate at the coating’s inner face. The consequence of this is a damaged product of reduced service life and functionality.
 Pretreatment for anti-corrosion protection is unnecessary when non-metal lightweight materials are being coated. Figure 4 illustrates the process steps involved in the pretreatment and finishing of a lightweight material with a UV curable powder coating. Plasma pretreatment replaces liquid electro-coat and phosphate pretreatment, and comes in two forms, namely atmospheric and vacuum. The atmospheric form is done in an open environment and is a line-of sight process in which only the surface area exposed to the plasma is treated. Vacuum plasma pretreatment, by contrast, is a chamber process, and all surfaces are treated simultaneously and equally. It formed the basis for the results described in this article. Lightweight materials are typically non-conductive and so a conductive primer is used to prepare the surface for an electrostatically applied UV curable powder. Conductive primers are water-borne and solvent-free.
Pretreatment for anti-corrosion protection is unnecessary when non-metal lightweight materials are being coated. Figure 4 illustrates the process steps involved in the pretreatment and finishing of a lightweight material with a UV curable powder coating. Plasma pretreatment replaces liquid electro-coat and phosphate pretreatment, and comes in two forms, namely atmospheric and vacuum. The atmospheric form is done in an open environment and is a line-of sight process in which only the surface area exposed to the plasma is treated. Vacuum plasma pretreatment, by contrast, is a chamber process, and all surfaces are treated simultaneously and equally. It formed the basis for the results described in this article. Lightweight materials are typically non-conductive and so a conductive primer is used to prepare the surface for an electrostatically applied UV curable powder. Conductive primers are water-borne and solvent-free.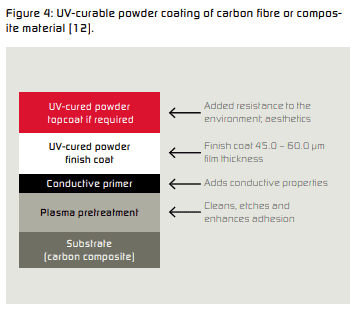
Plasma Pretreatment
Plasma is often referred to as the fourth state of matter, the others being solid, liquid and gas. Thermal energy, its addition or removal, is the intervening input that changes the nature of matter. A plasma is a gas that has the capacity to conduct electricity. It is the electrical energy, acting in combination with the plasma gas, which changes and modifies the surface of the treated substrate and influences a coating’s adhesion to the substrate. The interaction between plasma and surface is both physical and chemical in nature. Typically, low-energy surfaces (most plastics and composites) are hydrophobic and have a low degree of wettability. Wettability refers to the interaction between a fluid and solid phase and is a measure of the tendency of a material to spread out and flow on a solid surface. Plasma treatment converts a low-energy surface to a high-energy surface and makes it more hydrophilic and wettable. The adhesion of a coating has a direct correlation with wettability: the more wettable a surface, the better is the adhesion. The objective of plasma treatment is to physically clean and etch the surface of a material and provide chemically active bonding sites for coatings to anchor to. The result is a hydrophilic, wettable surface that is amenable to coating flow and adhesion [8].
Plasma Boosts Surface Energy
The parts having been placed inside the treatment chamber, the air is evacuated to produce a vacuum, the selected gas is injected into the unit, and RF energy is supplied across the electrodes to generate the plasma equally on all surfaces of the product. A dyne test serves to measure the surface energy of the treated material. 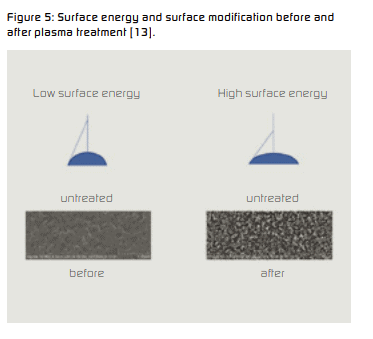 Figure 5 illustrates the change in surface energy and the surface modification arising from plasma treatment. The higher the dyne value, the greater is the surface energy of the substrate. Figure 6 shows the change in surface energy, measured in dynes, following the application of plasma to four substrates: polypropylene (PP), thermoplastic polyolefin (TPO) and two carbon fibre materials. Surface energy increased in all cases, preparing the surface for the application of UV curable powder coating.
Figure 5 illustrates the change in surface energy and the surface modification arising from plasma treatment. The higher the dyne value, the greater is the surface energy of the substrate. Figure 6 shows the change in surface energy, measured in dynes, following the application of plasma to four substrates: polypropylene (PP), thermoplastic polyolefin (TPO) and two carbon fibre materials. Surface energy increased in all cases, preparing the surface for the application of UV curable powder coating.
The main types of systems for curing coatings utilize ambient air drying, heat and UV light. UV curing is very different from air drying and heat curing. The extent of cure is reflected in the number of crosslinked oligomer chains or fully reacted double bonds remaining in the coating matrix following exposure to the curing system. UV light has been used to cure inks and coatings for more than 30 years, with high-powered UV lamps providing the UV energy. UV arc and UV medium pressure lamps dominate the market. In the past five years, lamp manufacturers have introduced UV LED lamps. These lamps have high energy output, consume less than half the energy of UV arc or UV medium pressure lamps, and have a longer service life and substantially lower overall operating costs.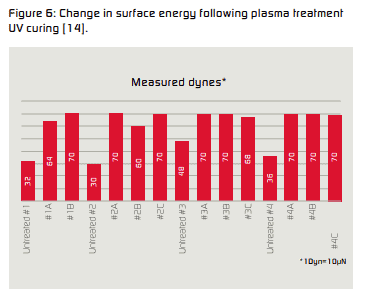
UV curable liquids and powder coatings are photopolymerizable materials containing a chemical photoinitiator that instantly responds to UV light energy by initiating the reaction that leads to crosslinking or cure. Curing of a UV curable powder coating requires a separate melt stage before the cure stage. Melting typically takes one to two minutes. UV curing is nearly instantaneous. When UV curable coatings are being considered, it is necessary to strike a balance between the operating parameters of the coating system, the process speed and the coating material on one hand with the spectral range of the UV bulb and the energy output of the lamp system on the other. If the UV lamp’s spectral output does not match the absorption wavelengths of the photoinitiator or if the lamp system is under-powered, the coating might not cure completely.
UV Curable Powders Save Time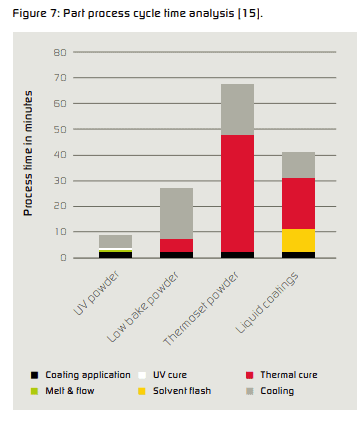
UV curable powder coatings have been used successfully for many years. The dominant use is on medium density fibreboard (MDF) for furniture parts. MDF is a heat-sensitive material, and excessive or prolonged heating will damage or degrade it. UV curable powder coatings are replacing solvent- and water-borne liquid coatings and thermoset powder coatings, and are a finishing material of interest for many new materials and products. UV curable powder coatings’ fast (1–2 min) and low (110–130 °C) melt and flow cycle, followed by nearly instantaneous UV cure, make them ideal for properly prepared heat-sensitive lightweight substrates. Figure 7 illustrates the time-saving benefits which UV curable powder coating offer over other coating processes.
Sticking Powder
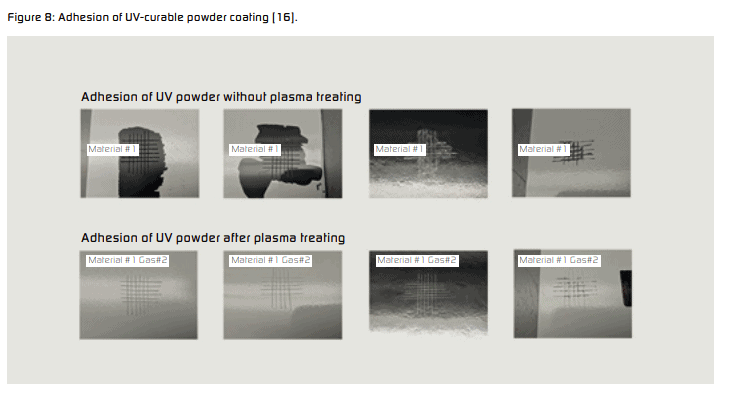
Figure 8 shows the adhesion results for the four tested substrates, before and after plasma treatment, each with the same UV curable powder coating. The materials are polypropylene (PP), thermoplastic polyolefin (TPO) and two carbon fibre materials. All materials exhibited significantly improved adhesion, this fact demonstrating the benefit of plasma pretreatment. It is important to test and qualify substrate materials to ensure that adhesion and performance requirements are met.
UV curable powder coatings are durable and have performance attributes comparable to long process times, lowers energy consumption and eliminates waste management issues associated with electro-coating and phosphate liquid pretreatments. Plasma pretreatment is an efficient and repeatable process used for preparing and cleaning many types of lightweight materials before finishing. The data presented in this article demonstrate that heat-sensitive lightweight materials will meet adhesion requirements and maintain product integrity when plasma-pretreated and finished with UV curable powder coatings. The application and curing of UV curable powder coatings are exceptionally fast and highly energy efficient. UV curable powder coatings are 100 % solid materials, free of solvent and water, durable, flame resistant and non-toxic. UV curable powder coatings used in combination with plasma pretreatment constitute an effective and efficient process that is helping to enable the transport industry’s transition to lightweight materials.
